- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Heim > Produkte > Bohren, Gewindeschneiden, Fräsmaschine > CNC-Bohrgewindeschneidmaschine > Bohr- und Klopfmaschine





Bohr- und Klopfmaschine
Als professioneller Hersteller in China möchte Yueli Ihnen Bohr- und Klopfmaschine zur Verfügung stellen. Und wir bieten Ihnen den besten Nachverkaufsservice und die rechtzeitige Lieferung an.
Modell:LY-650
Anfrage absenden
Produktbeschreibung
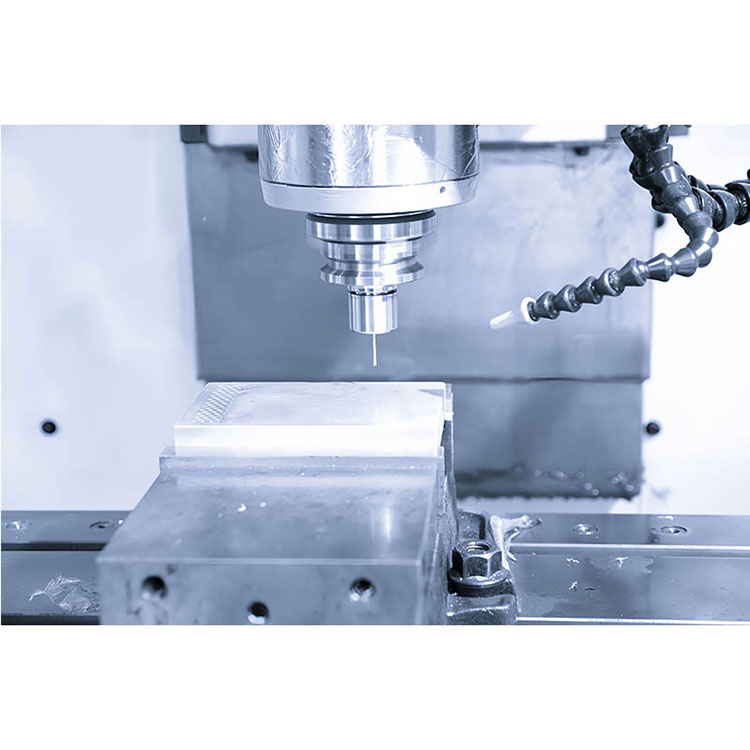
LY-650 Bohr- und Klopfmaschine
Yueli, ein seriöser Hersteller in China, ist bereit, Ihnen Bohr- und Klopfmaschine anzubieten. Wir versprechen, Ihnen die beste Nachverkaufsunterstützung und sofortige Lieferung zu bieten.
Produkteinführung:
Funktionsübersicht:
Spezialisiert für kleine poröse Teile und Produkte. Es ist geeignet, Mobiltelefonteile, Kommunikationsgeräte, Luft- und Raumfahrt, Automobillokomotiven, Instrumente und Meter, Lichtindustrie und Textil, elektronische Geräte und Maschinenherstellung sowie Kupfer, Aluminiumelektroden und andere Verarbeitungsbranchen zu verarbeiten.
Die Hauptstruktur besteht aus hochfestes Gusseisen, und nach dem Tempern von Stressabbau und der natürlichen Alterungsbehandlung ist die Genauigkeit des Bettes langlebig und stabil, lang keine Deformation.
Nehmen Sie eine hochpräzise Gerade-Junction-Spindel ein, um die Hochgeschwindigkeitsbearbeitung des Werkstücks zu realisieren. Die Verwendung des Öltemperaturkühlmaschinensystems kann den durch Hochgeschwindigkeitsrotation der Spindel verursachten Temperaturanstieg verringern, die thermische Ausdehnung der Spindel effektiv verbessern und die Genauigkeit der Bearbeitungsgenauigkeit verbessern.
Der Clamping Tool Store wird verwendet, um die Geschwindigkeit und Genauigkeit des Werkzeugwerkzeugs zu verbessern, und die Toolspeicherkapazität beträgt 16 oder 21 Teile.
Die Rumpfbasis übernimmt das hintere Strukturdesign, das den Abfall in der Werkzeugmaschine leicht reinigt.
Das strukturelle Design der hohen Säule erhöht den Abstand zwischen dem Nasenende der Spindel und der Workbench, was besser für die Installation und Anwendung der vierten Wellenkomponenten geeignet ist und den Verarbeitungsbereich breiter macht.
Trackschmierung automatischer Öler, intermittierende Timing Quantitative Kontrolle der Ölinjektion, dauerhafte Schmierung von beweglichen Teilen;
Referenzspezifikation
|
Mechanischer Parameter |
Einheit |
T650 |
T850 |
T1000 |
T1200 |
|
Dreifach Reisen |
mm |
600 × 480x350 |
800 × 500 × 420 |
1000 × 500 × 450 |
1200 × 550 × 500 |
|
Tischgröße |
mm |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
T-Slot |
mm |
5-18x80 |
4-16x100 |
5-18x80 |
5-18x100 |
|
Maximale Lagerkapazität der Tabelle |
kg |
300 |
500 |
600 |
700 |
|
Entfernung von Spindelende Gesicht zu Arbeitsfläche |
mm |
150 ~ 500 |
140 ~ 560 |
150 ~ 600 |
150 ~ 650 |
|
Entfernung vom Spindelzentrum zur Säulenführer Schiene |
mm |
541 |
580 |
580 |
605 |
|
X Achsenschienespezifikationen |
mm |
35 |
35 |
35 |
30 |
|
Y-Achsen-Schienenspezifikationen |
mm |
30 |
35 |
35 |
35 |
|
Z -Achsenschienenspezifikationen |
mm |
35 |
35 |
35 |
35 |
|
X/Y/Z Schraubenspezifikationen |
mm |
32x16 |
36x16 |
36x16 |
36x16 |
|
Spindelspezifikation |
|
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
|
Maximale Spindelgeschwindigkeit |
Drehzahl |
20000 |
20000 |
20000 |
20000 |
|
Spindelkraft |
KW |
5.5 |
5.5 |
5.5 |
7.5 |
|
X/y/z dreiachsige Motorleistung |
KW |
1,5/1,5/3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
X/y/z schnelle Maximalgeschwindigkeit |
m/my |
48 |
48 |
48 |
48 |
|
X/y/z maximale Schnittgeschwindigkeit |
mm/min |
10000 |
10000 |
10000 |
10000 |
|
Drei-Achsen-Positionierungsgenauigkeit |
mm |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
|
Drei Achse wiederholte Positionierungsgenauigkeit |
mm |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
|
Luftdruckspezifikation |
kg/cm2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
Maschinengröße |
mm |
1770 × 2300 × 2100 |
2300 × 2200 × 2500 |
2600 × 2500 × 2800 |
3000 × 2800 × 3000 |
|
Maschinengewicht |
T |
3.2 |
4.5 |
5.3 |
6.5 |
Eine Vielzahl von CNC -Systemoptionen

Firmenstärke

Produktionsprozess
1, Gusseisen durch Hochtemperaturofen und Alterungsbehandlung von mehr als sechs Monaten.
2, strenger Baugruppe (Schienenbaugruppe, Bleischristenbaugruppe, Lagerbaugruppe usw.).
3, Exquisite Scraping -Technologie (Motorschaber, Spindel -Ende -Schaber, Säulenanlagen -Oberflächenschaber).
4, wissenschaftliche Produktion, Rückverfolgbarkeit des gesamten Prozesses des Qualitätskontrollsystems.

Qualitätssicherungssystem
1. Beim Erkennen des Tonhöhenfehlers kann die Geradheit der linearen Achsenführerschiene in XX- und YY -Richtungen gleichzeitig getestet werden.
2 Stellen Sie die Bearbeitungs- und Montagegenauigkeit jedes Teils der Werkzeugmaschine sicher. Die formale Positionierungsgenauigkeit und die wiederholte Positionierungsgenauigkeit der Werkzeugmaschine werden gemessen.
3, die gesamte Maschine erkennt die Genauigkeit des vertikalen Grades der Spindel und der Tischebene, und die Genauigkeit ist erforderlich, um innerhalb von 0,01 mm sicherzustellen.
V.
5. Die Maschine erkennt die Vertikalität der XY -Achsenführerschiene, die Genauigkeit innerhalb von 0,005 mm erfordert.

Hot-Tags: Bohr- und Klopfmaschine
Verwandte Kategorie
Automatische Bohr-Gewindeschneidmaschine
CNC-Bohrgewindeschneidmaschine
CNC-Revolvermaschine
Manuelle Bohr- und Gewindeschneidmaschine
Spezialmaschine
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.